Managing an efficient, cost effective laboratory is the goal, whether in life science research, pharmaceutical manufacturing or as part of a hospital system.
Clinical laboratory bottlenecks can quickly impact on an entire hospital system, affecting costs, length of stay, and patient outcomes. Inaccuracies can be costly and adversely affect patient care. But making any changes to laboratories to improve their efficiency usually involves substantial investment and potential risks. How do you know which is the right approach to take?
At SIMUL8, we have seen a growing number of our healthcare and life science clients applying simulation to help them safely and accurately understand how laboratory alterations will impact performance.
In this blog post, I’ll show you examples of how simulation has been used to answer a wide range of questions around:
- Introducing new machinery – how will it be utilized, how is it going to affect the whole system and what will the ROI be?
- Optimal layouts – what will the impact be of changing or redesigning the layout of a laboratory?
- Demand changes – what would the impact be of an increasing number of samples that need to be tested?
- Total lab automation – how can we test the benefits of this approach before investing in equipment?
- Hospital flows – how can we ensure that patient results are processed quickly and avoid bottlenecks?
What are the benefits of using simulation?
Visualization
You can build a simulation to look just like your existing or proposed laboratory system. Many of our users import their own floorplans in to SIMUL8 and build the simulation on top. As the simulation looks and behaves like the real system, this helps to easily understand what is going on and see where any queues or bottlenecks are building up.
Sharing simulations with colleagues also helps to improve engagement and communication and guides stakeholders to ask the right questions when assessing improvement options. You might even find that you’ll uncover the solution to your initial problem before you even have the results – just from the conversations that simulation encourages!
Capture real life variability
Simulation incorporates the variability that happens in the day-to-day running of a laboratory. Just as patient flow in a hospital varies throughout the day, laboratories will have more samples across different times of the day. If you have a larger, more central lab, you might also have deliveries of bulk samples at a certain time.
SIMUL8 allows you to easily capture this variation, enabling you to get a more accurate representation of how a laboratory will be impacted by changes.
Simulate complex logic and rulesets
We can include complex logic and rulesets in the simulation. For example, you might want to assess how many samples should be loaded into a machine before it starts to maximize efficiency.
Just because a machine can load 100 samples at a time, should you do that? What happens at the end of the day, or at the end of a staff shift? All of these rulesets can be incorporated.
Tasks like resampling can also be included. If a certain percentage of samples have to go round the system again, and we know that they vary by sample type, we can incorporate all of this information in the simulation.
Encourage whole systems thinking
With laboratories, it is essential to look at the system as a whole when making changes. If we are building a laboratory and are looking at introducing a new machine, it can be easy to focus on how that machine will work, how many samples it can process, and what the waiting time for that machine will be.
However, if we are implementing that machine to remove a bottleneck in the process, it could be that we are actually pushing that bottleneck elsewhere, so the system as a whole might not improve at all. We can help illuminate these issues by simulating the whole laboratory or hospital system, tracking results throughout such as throughput and time in system.
How is simulation used to improve laboratory flow?
1. Assessing the impact and ROI of new machinery
One of the most common uses of simulation is to understand the impact of introducing new machinery. Whenever you are changing a lab there are different types of equipment, brands to choose from and costs to consider. New machinery can be a big investment, so it is important to know the true impact it will provide ahead of that investment.
We see many SIMUL8 users who are using simulation to assess the return of investment of adding new equipment to their system. On the other side, we also have users who use simulation to demonstrate the benefit of their equipment. Showing potential customers how new equipment will improve their process really helps to show the real life impact of implementation.
Simulation helps to answer a wide range of questions around new machinery:
- What will be the impact on waiting time?
- How utilized will the machine be?
- How many more samples can we process?
- Will the machine create or move a bottleneck?
- How can we make the system work well with the new equipment?
- How will it impact time in system and results against targets?
2. Total or partial lab automation
You can also take this further and look at the impact of total or partial lab automation using simulation. As technology improves, there will be more and more incentive to move to automation.
Automation can deliver a wide range of potential benefits for laboratories – including faster, more accurate results for the patient and more reliable results through the removal of human error. Automation of tasks can also allow staff to focus on more interesting, valuable work, without the need for them to work on repetitive tasks.
Using simulation, you can assess the impact of total or partial lab automation: how will the speed of results improve? How is it going to impact our staffing requirements? Although automation involves a large initial investment, simulation will enable you to identify the long-term benefits – for example, what would be the cost savings of not having to do as much rework?
An example of using simulation for laboratory automation
An example of a SIMUL8 client who is working on this type of project at the moment is Sysmex, a producer of an innovative track system where samples move around the lab in small cars.
Sysmex have utilized simulation to demonstrate how this track system can improve a laboratory process and how it can translate across small, medium or large labs.
![Sysmex track system]()
3. Different layouts, demand patterns and outsourcing
Next, we can look at the impact of different laboratory layouts and demand patterns with simulation. As more organizations seek to improve cost-effectiveness, there is an increasing interest in identifying ways to make labs more efficient.
You can simulate changes like the expansion of an existing lab, moving the location of the lab in a building, or reconfiguring machines. The simulation can also identify the impact of varying demand on those changes – what will be the limiting factors, which part of the process is going to be my bottleneck?
With any of these changes, you can use simulation to get evidence that the laboratory will be able to meet targets.
An increasing number of healthcare organizations are also outsourcing laboratory work to external suppliers. Although this might save on costs, if the laboratory is based elsewhere it could potentially increase the time it takes to get samples back to patients. Without knowing that in detail, it can be difficult to make a confident decision on outsourcing – that is where using simulation can really help.
Testing laboratory layouts with simulation
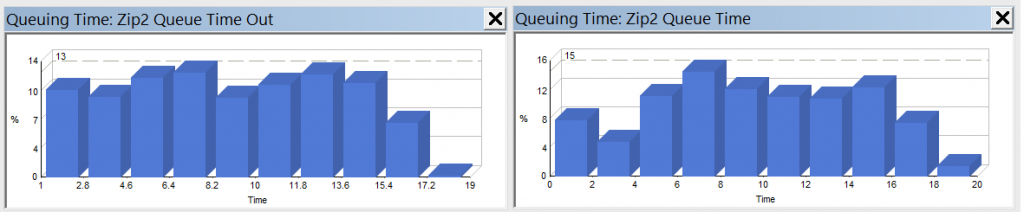
A large pharmaceutical SIMUL8 user wanted to understand the effect of positioning an accumulator ahead of a cartoner and to test this new laboratory layout with different throughput rates. They were able to create a simulation to test various capacities for the accumulator and identified which capacity would be most effective if the system was reconfigured.
![Pharmaceutical simulation example]()
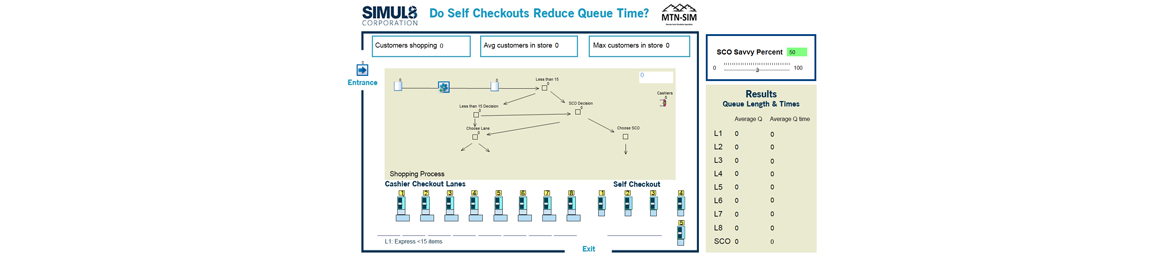
Looking at another user example in the hospital environment, BJC HealthCare wanted to assess which laboratory design would be most effective for improving staff movement efficiency and reducing any waste. Here, the simulation results showed that a 37% reduction in travel time could be achieved using layout two.
This simulation also helped BJC to determine the right staffing levels for this layout as they could look at how many staff were needed to operate the machines and also how much time would be spent moving around the laboratory at different times of the day.
![BJC laboratory simulation]()
4. Impact of laboratories on hospital flow
Finally, another common use of simulation is identifying the impact of laboratory changes or improvements on overall hospital flow.
Fast and accurate patient results are critical for minimizing patient wait times or delays throughout any hospital, particularly in places like emergency departments where there are often strict targets in place.
Looking at hospital data, we might only see that a patient has been delayed, but not really be able to know which part of the laboratory process has caused this delay. Simulation allows parallel processing to be tested, isolating the time spent waiting for laboratory test results. Including this in the simulation allows you to see how long it will take for samples to be processed and highlighting the impact of any laboratory changes on patients.
Testing hospital flow example
An emergency department in London, UK used simulation to test a new department design. With SIMUL8, they could incorporate all their different department flows and also include a separate diagnostics pathway. You can see from the screenshot below that this includes x rays, CT scans as well as blood testing.
The simulation also incorporated different patient types, enabling the emergency department to identify the number of samples that would need to go to the lab, understand how long the process would take and identify the overall effect of sample turnaround on patient flow.
Using the simulation, they could then experiment with changes to the system to identify ways to reduce laboratory delays in the department and meet waiting targets.
![Emergency department simulation]()
Could simulation help you?
As we’ve covered here, there are a diverse range of ways that simulation can be applied to test and implement laboratory flow improvements.
Whether you are looking at building a whole new lab with a new layout, or you already have the system and just want to test different machines in different configurations, simulation enables you to answer key questions, measure KPIs and guide implementation.
If you’d like more information about how SIMUL8 can be used for simulating laboratories, take a look at our healthcare and pharmaceutical resources or get in touch to discuss your project.